Casemodding: Spojovací materiály | Kapitola 2

Seznam kapitol
Každý modder ho využívá, ale málokdy mu takto řekne. Ano, jedná se o spojovací materiál, tedy šroubky, matičky, nýtky, apod. Dnešní článek má toto téma trošku zobecnit a zpřehlednit. Pojďme se tedy podívat na spojovací materiály, které můžeme využívat pro casemodding, především při práci s plechem, ale samozřejmě i s jiným materiálem.
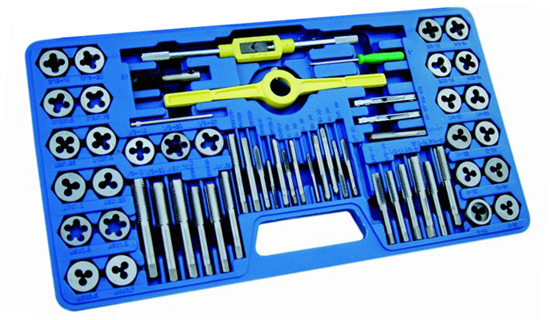
Na druhé stránce si povíme ještě něco k závitům. Přesněji se naučíme závity vyrábět, což je někdy poměrně potřebná činnost. K výrobě závitu, ať už vnitřního nebo vnějšího budeme potřebovat především sadu závitníků. Pokud tyto nástroje ve své dílně nemáte, tak bych doporučil buď nákup celé sady a nebo pak pouze samostatně nakoupit ty velikosti, které budete potřebovat. Z osobní zkušenosti vím, že nejčastěji využijeme na case především M3, M4 a M5. Pouze výjimečně větší.
Principem výroby závitu je vytváření šroubovité drážky na základním tělese. Drážky vytváříme buď obráběním, tedy odstraňováním materiálu ze závitové drážky nebo tvářením, tedy vytlačováním materiálu ze závitové drážky. V průmyslu se samozřejmě závity vyrábějí strojně, pro naše účely však stačí jednoduché ruční obrábění za pomoci zmiňovaných závitníků. Rozlišujeme především to, jestli potřebujeme udělat vnitřní nebo vnější závit.
Vnitřní závity
Vnitřní závity v maticích nebo v plechu, apod. řežeme stopkovými závitníky. Tvarem se závitník podobá šroubu, který má tři nebo čtyři podélné drážky, jež jsou tzv. zuby závitníku s řezacími břity. Závitníky se vyrábějí z vysoce kvalitní nerezové oceli.

Dále zde uvedu v jednoduchosti základní postup při řezání vnitřního závitu. Nejedná se o naprosto správný popis ze strojního hlediska, ale pro domácí účely bude dostačující.
1) Důležité je pevné uchycení řezaného materiálu. Na závitník musíme vyvinout určitý tlak, takže není příliš žádoucí, aby řezaný materiál „cestoval po stole“.

2) Vyvrtáme požadovaný otvor. Ten musí být vždy menší, než je průměr závitu. U menších závitů je to především problém. Obecně se uvádí, že vrták by měl mít 80% průměr z požadovaného závitu. Tedy pro závit M10 je ideální vrták 8mm. Pokud však vytváříme např. závit M3, zde je to trochu složitější a použijeme pravděpodobně vrták o průměru 2,5mm.

3) Hranu vrtaného otvoru můžeme jemně zabrousit do úhlu 45°, závitník se pak lépe chytne. Také ale záleží na tloušťce materiálu, do kterého závit vytváříme.

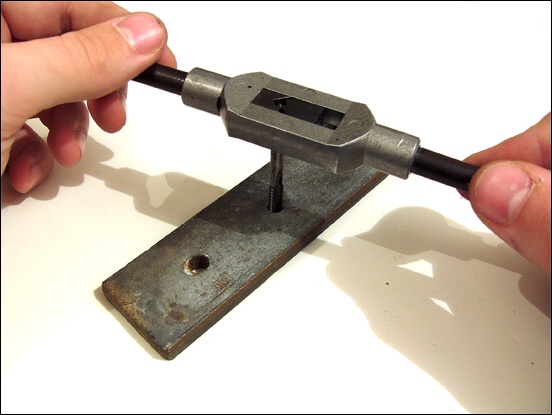
4) Na závitníkové držadlo nasadíme požadovaný závitník a namastíme olejíčkem. Ve většině sad jsou tři závitníky jednoho rozměru, kterými musíme závit protáhnout postupně – říká se tomu „sadový závitník“. Postupujeme vždy takto – nejdříve jedna čárka, pak dvě čárky a nakonec přijde na řadu závitník bez čárky, tedy dokončovací.
5) První na řadě je tedy závitník s jednou čárkou. Musíme ho do otvoru nasadit naprosto přesně – kolmo, aby závit nebyl ve špatném úhlu a také samozřejmě hrozí prasknutí závitníku z důvodu jednostranného tlaku (opět pravděpodobnějších u menších rozměrů). Postupujeme pomalu, vždy otočíme o jednu otáčku a o jednu čtvrtinu otáčky se vrátíme. Může se to zdát velice zdlouhavé, ale pro vytvoření opravdu kvalitního závitu a pro snížení rizika prasknutí závitníku je to ideální způsob. Důležitý je taky rovnoměrný tlak na závitníkové držadlo.
6) Pokud máme úspěšně za sebou vyřezání hrubého závitu, nasadíme závitník se dvěma čárkami, který opět namastíme olejíčkem a stejným způsobem protáhneme závit – zde to jde již o poznání lehčeji.
7) Stejný postup aplikujeme i na poslední dokončovací, respektive protahovací závitník. Ten jde také již poměrně lehko a zajistí nám přesný závit, kde nebude mít šroub velký odpor.

8) Pak už může následovat zasazení požadovaného šroubu. Poprvé bychom měli šroubovat opatrně a přesně, aby nedošlo k poškození závitu, může se totiž stát, že závit není úplně přesný a šroub si ho ještě sám lehce upraví. Napodruhé už to jde skoro samo. A máme tedy hotovo.

Následně závitníky očistíme od pilin vzniklých při řezání závitu a samozřejmě opět namastíme a uschováme do krabičky. Musím také zmínit, že na místo popisovaných sadových závitníků existují také ještě tzv. maticové, které mají pouze jeden typ závitníku pro každou velikost a závit vyřežou najednou. Ty jsou ale vhodné výhradně pro delší průchozí otvory.